Become a Kiwa PVEL Premium Partner
Receive more detailed Scorecard data every quarter, sent directly to your inbox.
The number of glass//backsheet BOMs submitted to PQP testing has hit an all time low, demonstrating the prevalence of glass//glass across the industry. PQP results show that the industry should be far more concerned about glass cracking than the historic issue of backsheet cracking.
BOMs that were glass//backsheet
BOMs with catastrophic backsheet failures
glass//backsheet BOMs in past three years with transparent backsheet

The PQP's Backsheet Durability Sequence (BDS) goes well beyond IEC/UL certification requirements to effectively evaluate backsheet reliability, focusing on risks like yellowing and cracking due to polymer degradation. This test uses UV light, high temperature and humidity, and temperature cycling to simulate conditions that can lead to material degradation in the field. Backsheet durability is especially important for installations experiencing high temperature, high irradiance and/or high albedo conditions.
Kiwa PVEL has still not recorded any catastrophic failures during BDS testing despite testing glass//backsheet BOMs with a range of outer layer materials including CPC, PVF, PVDF and PET films. The tested backsheets were transparent, white and black. This is a good example of the PV industry seemingly solving a reliability issue.
Bifacial modules with transparent backsheets comprise more than 60% of the test sample population in Kiwa PVEL’s BDS testing. Results show that transparent backsheets suffered from more yellowing compared to white backsheets. See the Backsheet Yellowness Following BDS section below for more.
Many new module backsheets continue to be deployed in the field. Kiwa PVEL is not aware of any of these showing early signs of degradation, but it is possible that some unproven backsheets may reveal potential issues in the long term. BDS testing remains an essential step in validating backsheet reliability before deployment.
This white backsheet BOM exhibited significant yellowness following the third round of UV exposure (i.e., following DH1000+UV65+TC50+HF10+UV65+TC50+HF10+UV65) when the delta b* spiked to greater than 13. Although increased yellowness does not always result in backsheet failure in the field, in some cases yellowing is an indicator of mechanical breakdown that leads to backsheet embrittlement and cracking in the field. When significant yellowness is seen in BDS testing, Kiwa PVEL recommends that the manufacturer provide additional evidence to prove the backsheet will perform reliably for the expected module lifetime.

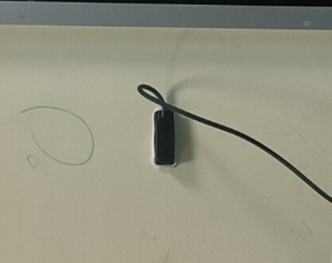
Yellowness can clearly be seen in the post-BDS image on the right compared to an image of a module from the same BOM on the left, taken during the PQP sample production factory witness. Click on each image to see the corresponding full-size image.
During BDS testing, Kiwa PVEL performs colorimeter measurements at 10 different backsheet locations for two identical samples per BOM. The measurements use the Commission Internationale de l'Eclairage (CIE) L*a*b* coordinate system, with b* representing the yellow/blue coordinate. As yellowness index increases so does the b* value. BDS reports include a graph showing the average difference in b* values ("delta b star") throughout BDS testing to help quantify the change in backsheet color. A broad range of delta b* values have been measured across transparent and white backsheets, indicating that some BOMs are more vulnerable to yellowing than others.
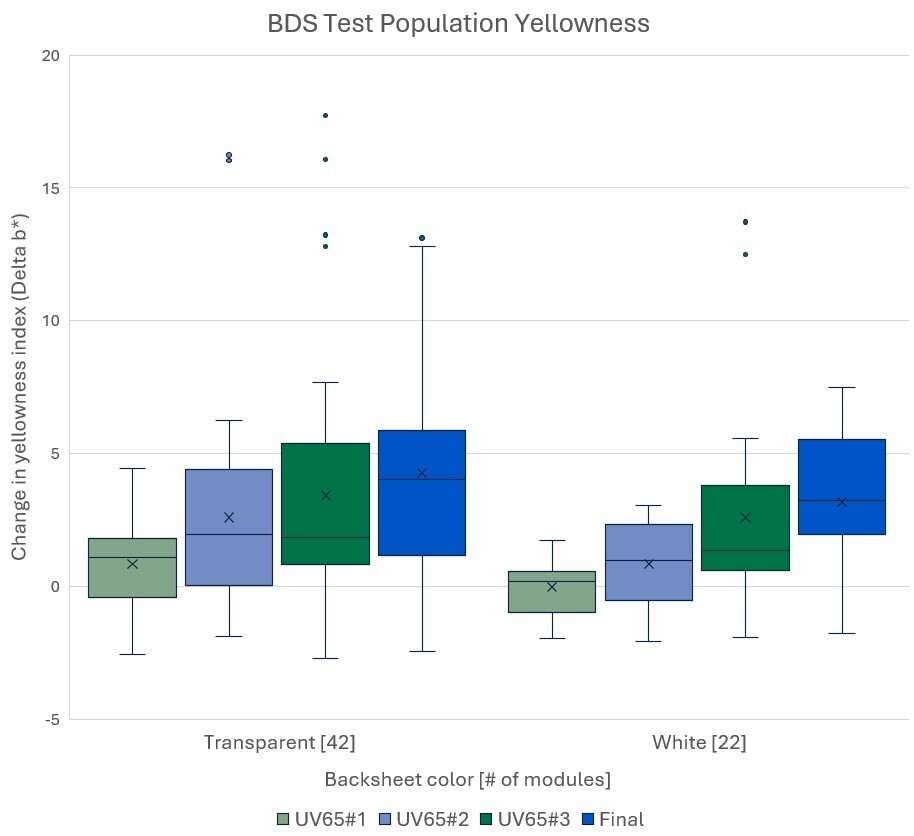
Over the past three years, completed BDS test results on 64 modules show a range of yellowness.
View Box Plot Interpretation GuideReceive more detailed Scorecard data every quarter, sent directly to your inbox.