Become a Kiwa PVEL Premium Partner
Receive more detailed Scorecard data every quarter, sent directly to your inbox.
Module breakage in the field remains the number one module reliability risk. 26% of MSS BOMs experiencing at least one broken module shows that the industry has not yet solved this issue, and reports of fielded module breakage will likely continue.
of BOMs are MSS top performers
manufacturers are MSS top performers
of BOMs had a MSS failure

The PQP’s Mechanical Stress Sequence (MSS) surpasses IEC/UL certification for more thorough module and cell durability testing. It detects potential glass and cell cracking vulnerabilities and frame structural weaknesses. Further assesses power output reduction due to cell cracks, crucial for sites facing extreme weather such as heavy snow and high winds. MSS also evaluates how cell damage from manufacturing defects, transportation, handling or environmental stresses will impact module performance.
The power loss following MSS has remained relatively minimal for modules that did not experience glass breakage. Both the median and average post-MSS power loss were 0.8%, indicating that failures are the key aspect of MSS rather than potential power loss. See the Power Degradation graph below for more
Failures detected during MSS testing included 26% of MSS BOMs experiencing at least one broken module, 3% of MSS BOMs experiencing a delamination failure and 1% of MSS BOMs experiencing a safety failure. See the Failures page for more.
Kiwa PVEL’s failure analysis reveals that stiffer frames do not always reduce breakage rates as they can cause stress to be transferred to the glass via pinch points. There are complex interactions across the frame, silicone sealant and glass, with this failure mode influenced by frame design, glass strength and potential contact between the glass and frame.
For modules that are 2.5-3.0 m2, the module breakage rate increased from 6.9% when using frames that are ≥35 mm to 17.9% when using frames that are <35 mm. Related to frame design, in 2025 >90% of MSS BOMs used higher performance 6005-T6 aluminum grade, but this did not prevent record levels of MSS module breakage.
Studies have shown that edge pinch is one of the key root causes leading to glass breakage [1]. This was evident for one recent BOM where one module’s front glass was broken during the static mechanical load (SML) portion of MSS. Analysis of the broken module showed evidence of a pinch point between the frame and glass located close to the center of the long frame. The second module of the same BOM did not experience glass breakage, but its EL image showed a cracked cell at a similar location. These results confirmed the existence of very localized stress exerted on the glass and cells.
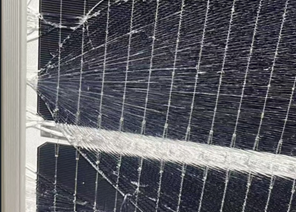
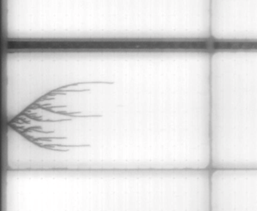
Module-1 broke during testing, showing a clear point of breakage due to edge pinch. Module-2 did not break, but edge pinching on one cell can be seen in the EL image despite the exceedingly rare occurrence of creating cell cracks on glass//glass modules. Click on each image to see the full-size image.
[1] T. J. Silverman et al., “Tough Break: Many Factors Make Glass Breakage More Likely,” National Renewable Energy Laboratory, Golden, CO, NREL/TP-5K00-91695, 2024. https://www.nrel.gov/docs/fy25osti/91695.pdf
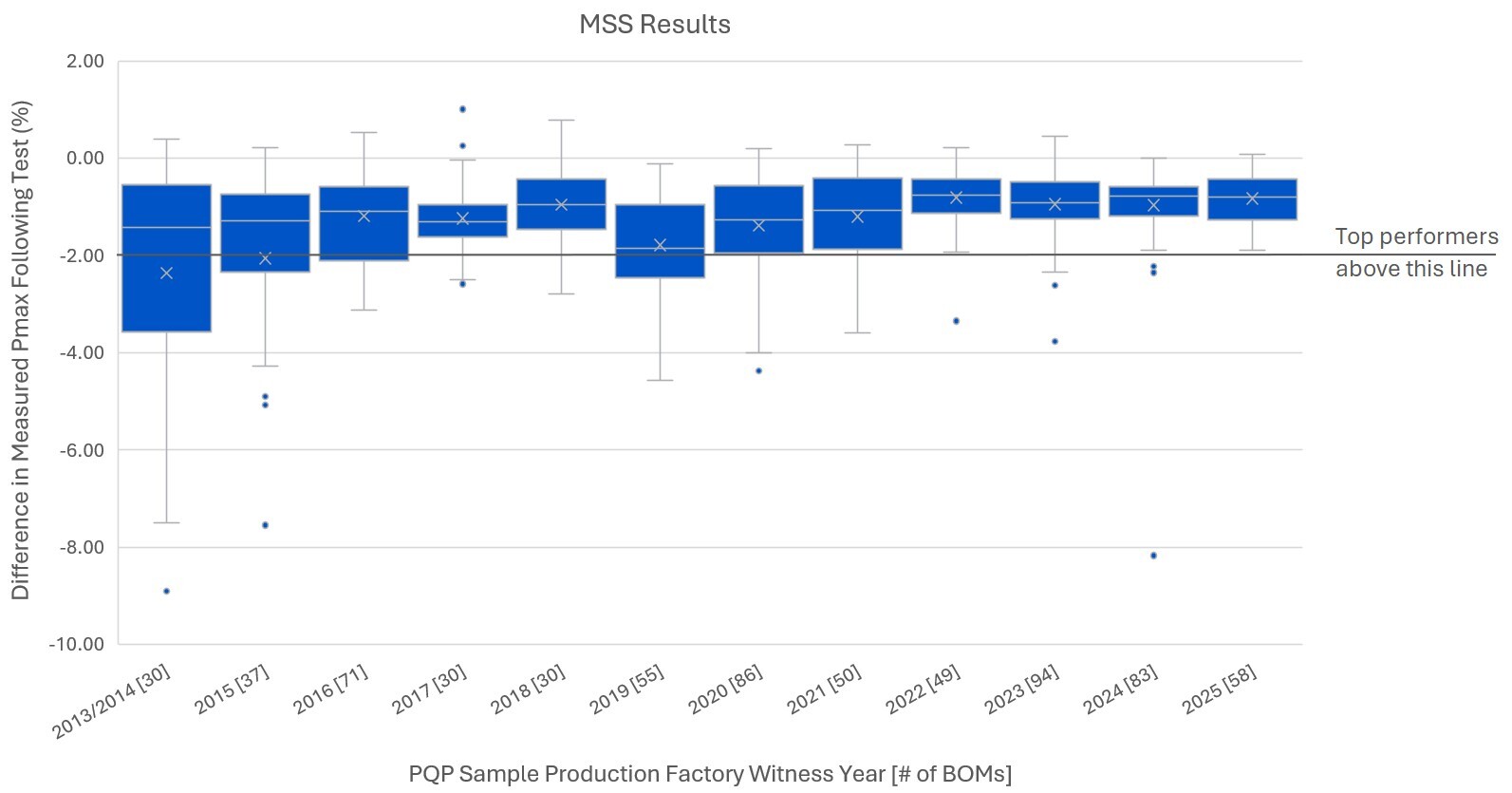
Before 2019, all results are only DML+TC50+HF10. 30% of 2019 results and all post-2019 results are SML+DML+TC50+HF10. Pre-2024 results are two-rail mount; following that, results use tracker or corner mounting.
View Box Plot Interpretation GuideReceive more detailed Scorecard data every quarter, sent directly to your inbox.