成为 Kiwa PVEL 高级合作伙伴
每季度接收更详细的记分卡数据,直接发送到您的邮箱。
现场组件破损仍然是组件可靠性的首要风险。26%的机械应力序列(MSS)BOM 出现至少一个组件破损,这表明行业尚未完全解决这一问题,未来现场组件破损的报告可能仍将持续出现。
的BOM被评为MSS顶级表现产品
家制造商被评为MSS顶级表现者
的BOM在MSS测试中出现故障

PQP 的机械应力序列(MSS)测试比 IEC/UL 认证更加严格,可对组件和电池片的耐久性进行更深入的测试。该测试能够检测玻璃和电池片开裂风险,以及边框结构薄弱问题。同时,它还能评估电池片裂纹导致的功率输出下降,这对于面临暴雪和强风等极端天气的项目尤为重要。MSS 还可评估由于制造缺陷、运输、搬运或环境压力造成的电池损伤对组件性能的影响。
对于未发生玻璃破裂的组件,MSS 测试后的功率损失始终保持在较低水平。MSS 测试后的功率损失中位数和平均值均为 0.8%,表明 MSS 的重点在于故障检测,而不是潜在的功率损失。更多信息请参阅下方的功率衰减图表。
MSS 测试中检测到的故障包括:26% 的 MSS BOM 至少出现一个组件破裂,3% 的 MSS BOM 出现分层故障,1% 的 MSS BOM 出现安全故障。更多信息请参阅故障页面。
PVEL 的故障分析表明,更硬的边框并不总是能降低破损率,因为应力可能通过夹压点传递到玻璃上。边框、硅胶密封剂和玻璃之间存在复杂的相互作用,此类故障模式受边框设计、玻璃强度以及玻璃与边框潜在接触的影响。
对于面积为 2.5–3.0 平方米的组件,使用 ≥35 mm 边框时,组件破损率为 6.9%;而使用 <35 mm 边框时,破损率增加到 17.9%。在边框设计方面,2025 年超过 90% 的 MSS BOM 使用了性能更高的 6005-T6 铝合金,但这仍未能防止 MSS 组件破损率创下新高。
研究表明,边缘夹压是导致玻璃破裂的关键根本原因之一 [1]。这一现象在最近的一个 BOM 中得到了验证,其中一个组件在 MSS 的静态机械载荷(SML)测试过程中前玻璃发生破裂。对损坏组件的分析显示,在长边框中心附近,边框与玻璃之间存在夹压点。相同 BOM 的第二个组件虽然没有发生玻璃破裂,但其 EL 图像显示在类似位置存在电池片裂纹。这些结果证实了玻璃和电池片上存在非常局部的应力集中现象。
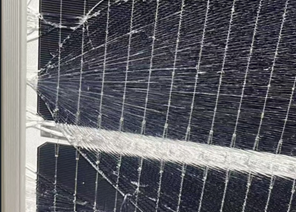
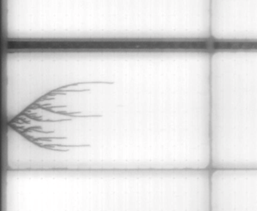
组件-1 在测试过程中发生破裂,清晰显示出由边缘夹压导致的破裂点。组件-2 虽未破裂,但其 EL 图像中可以看到单个电池片的边缘夹压现象,尽管在玻璃//玻璃组件中产生电池片裂纹是极其罕见的。点击每张图片可查看原始大图。
[1] T. J. Silverman 等人,《Tough Break: Many Factors Make Glass Breakage More Likely》,美国国家可再生能源实验室,Golden, CO, NREL/TP-5K00-91695,2024。 https://www.nrel.gov/docs/fy25osti/91695.pdf
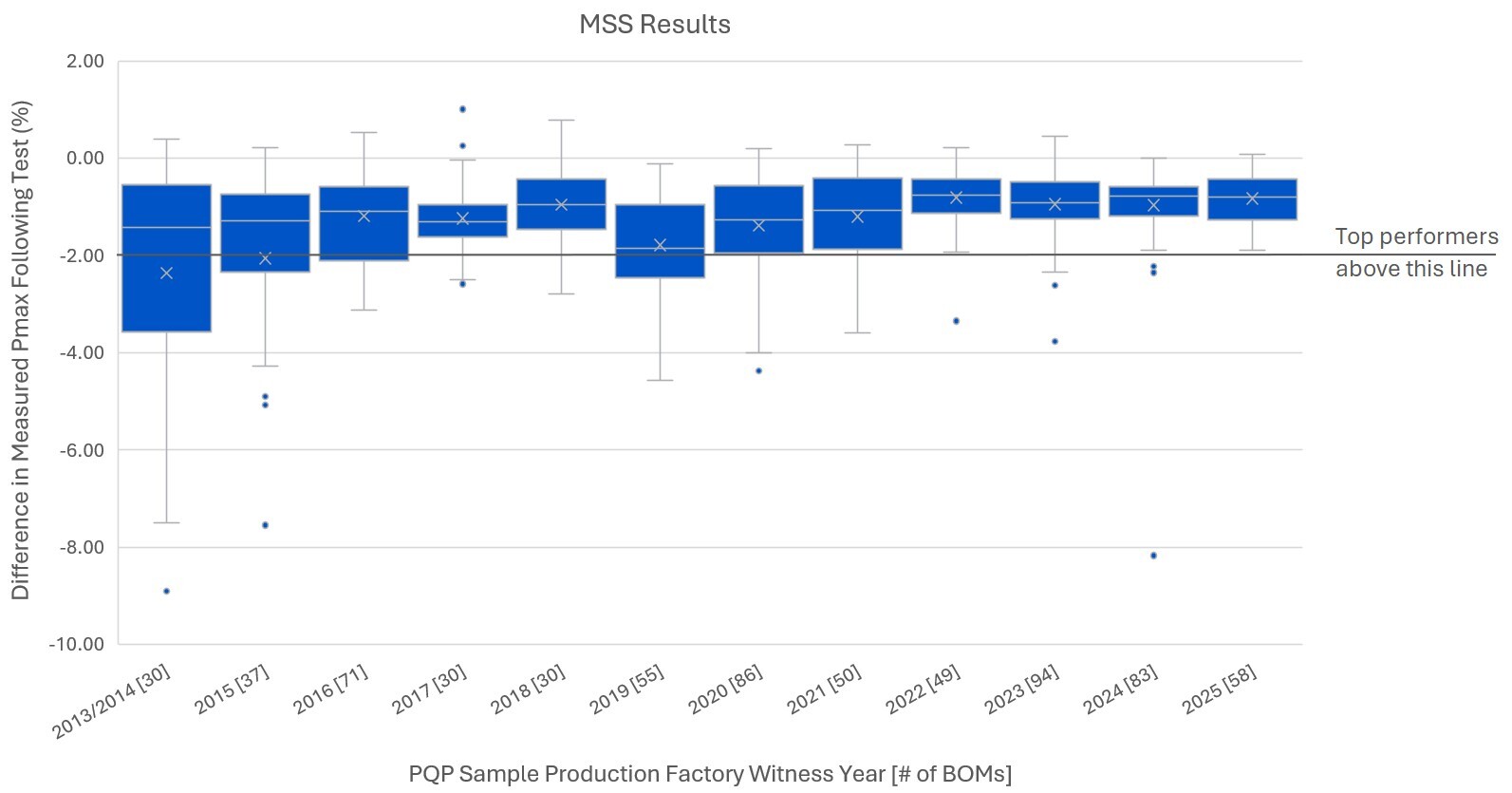
2019 年之前,所有结果仅包含 DML+TC50+HF10。2019 年有 30% 的结果,以及 2019 年之后的所有结果,均采用 SML+DML+TC50+HF10。2024 年之前的结果采用双轨安装,之后的结果采用跟踪支架或角部安装。
查看箱线图解读指南每季度接收更详细的记分卡数据,直接发送到您的邮箱。